
Visual inspection is one of the most widely used product quality control methods in manufacturing. From incoming material checks to final product verification, inspectors rely on visual assessments to detect surface defects, assembly errors, contamination, or packaging issues before products reach customers. However, the real challenge is not only identifying what to inspect but also ensuring inspections are consistent, documented, and actionable across shifts, teams, and facilities. Variations in lighting, inspector judgment, or documentation often lead to missed defects or inconsistent quality decisions.
This article explains how visual inspection quality control works in manufacturing, the main inspection methods, free inspection checklists, step-by-step procedures, and practical ways to improve inspection reliability.
- What is a Visual Inspection?
- What Should You Look for During a Visual Inspection?
- Types of Visual Inspection in Manufacturing Quality Control
- Visual Inspection Procedure: A Step-By-Step Guide
- Ensure Visual Quality Control & Assurance with Internal Audits
- Free Visual Inspection SOP Templates
- Visual Inspections: Common Challenges & How to Overcome Them
- How to Improve Visual Inspections and Quality Control?
- FAQs
What is a Visual Inspection?
Visual inspection is a non-destructive quality control method used to examine products, components, or equipment for visible defects such as scratches, cracks, contamination, or incorrect assembly. It is commonly used during incoming inspection, in-process checks, and final product inspections in manufacturing.
It relies primarily on human observation, either with the naked eye or aided by tools such as magnifying lenses, borescopes, digital cameras, or sensor-based systems, to detect surface flaws, misalignments, corrosion, or deviations from specification.
Visual inspection is often the first line of quality assessment because it doesn’t damage the inspected product, and is used alongside other evaluation techniques when necessary.
Common Manufacturing Visual Inspection Use Cases
- Incoming Inspection (Supplier Parts): Inspect raw materials and purchased components on receipt to verify conformance with specifications and detect transport damage.
- In-Process Checks at Critical Control Points: Perform visual checks during production to catch assembly errors or emerging defects before they propagate.
- Final Inspection Before Shipping or Packaging & Labeling Verification: Confirm that finished products meet quality and packaging requirements before release to customers.
- Housekeeping, 5S, or GMP Audits: Assess workplace organization, cleanliness, and compliance with standard practices such as 5S and Good Manufacturing Practice (GMP).
- Equipment Condition Checks (Basic ‘Is It Safe/Fit’ Checks): Use equipment inspection software to perform machinery, guards, tools, and fixture checks for obvious wear, misalignment, or unsafe conditions.
Who Needs to Perform Visual Inspections and When
Visual inspections should be carried out by trained personnel at specified stages of the manufacturing process. Quality control inspectors typically execute scheduled incoming, in-process, and final product checks. Visual inspection technicians specialize in detecting defects using both manual and instrument-aided methods. Maintenance personnel perform routine equipment condition visual checks and safety assessments during maintenance windows or shift handovers.
Additionally, operators often conduct quick visual scans at the start and end of shifts to ensure basic standards are met before production continues.
Why is Visual Inspection Important?
Here are some reasons why visual inspections are important:
- Visual inspections identify visible issues before they escalate into costly failures.
- With minimal equipment and training required compared to other NDT methods, visual inspections are an affordable method for early defect detection, reducing repair costs, and minimizing downtime.
- They support standardization and compliance across operations.
- Visual inspections catch surface defects that could affect performance or customer experience.
- They provide instant feedback without damaging the inspected object.
- Visual inspections are versatile with applicability across various industries, including automotive, electronics, consumer goods, aerospace, and more.

What is the Difference Between Visual Inspections and Visual Inspection Testing?
Visual inspection broadly refers to the practice of looking at products, components, or equipment to assess quality, safety, or compliance. This can be informal and part of routine operational checks carried out by operators or technicians at various points in production. It focuses on visible signs of issues such as scratches, misfits, and obvious surface irregularities.
Visual inspection testing, often referred to as visual testing (VT) within the non-destructive testing (NDT) framework, is a more formalized and standardized discipline. VT is conducted according to specified procedures and standards, often with defined lighting, tooling, and documentation protocols to ensure repeatability and traceability. It may involve certification requirements for inspectors and is typically integrated into formal quality assurance systems where rigorous evidence of inspection results must be maintained.
👉 Visual inspection testing acts as either a standalone assessment or a gateway to other NDT techniques if deeper examination is needed, whereas routine visual inspections are more general checks tied to quality control workflows.
What Should You Look for During a Visual Inspection?
Visual inspection is one of the most fundamental quality control methods used in manufacturing. Below are the key elements inspectors should evaluate during a visual inspection in the manufacturing industry.
Product Defects
Inspectors check the product’s surface condition, structure, and assembly quality. This includes looking for scratches, dents, corrosion, cracks, deformation, broken edges, or coating damage. They also verify that all components are present, correctly installed, aligned, and properly fitted.
For products with wiring or connectors, inspectors confirm that cables are correctly routed, connectors are fully seated, and there is no fraying, pinching, or exposed conductors. Cleanliness is also important; dust, oil, metal shavings, or moisture can affect performance.
Visible operational indicators should also be reviewed, such as status lights, safety guards, covers, or visible leaks, to ensure there are no obvious signs of malfunction.
Packaging Visual Inspection
Visual inspection extends to packaging to confirm labels are accurate and readable, including product information, lot numbers, and date codes. Packaging inspections help inspectors verify the integrity by checking seals, cartons, and protective materials for signs of damage or tampering.
Process & Workplace Conditions
This inspection may also include a quick review of the production environment. Inspectors check workstation cleanliness, tooling condition, and visible safety risks such as spills, missing machine guards, or blocked exits, which could affect product quality or worker safety.
Types of Visual Inspection in Manufacturing Quality Control
Visual inspection is widely used across manufacturing operations. However, not all visual inspections serve the same purpose.
Manufacturers categorize visual inspections based on production stage, objective, inspection environment, inspection technology, and who performs the inspection. Understanding these different types helps organizations build a structured quality management system and apply the right inspection method at the right moment.
By the Manufacturing Stage
Manufacturers typically integrate visual inspection at multiple checkpoints throughout the production cycle. Each stage serves a different quality control objective.
- Incoming Visual Inspection (Receiving): Performed when raw materials, components, or purchased parts arrive at the facility. Inspectors check for visible damage, incorrect items, or obvious defects before materials enter production.
- In-Process Visual Inspection (Line Checks): Conducted during manufacturing operations to ensure products meet quality standards at each step. They help detect issues early and prevent defects from progressing further along the production line.
- Final Visual Inspection (End-of-Line or Pre-Shipment): Takes place after production is completed but before shipping. Inspectors verify the product’s overall appearance, completeness, and readiness for delivery.
By Purpose: Visual Quality Control vs Visual Quality Assurance
Visual inspections can also be categorized based on their quality management objective.
- Visual Quality Control (QC) Inspections: This identifies defects in products or components. QC inspections ensure that items meet specifications and separate non-conforming products from acceptable ones.
- Visual Quality Assurance (QA) Audits: They focus on evaluating processes and quality systems rather than individual products. QA inspections verify that procedures, standards, and quality practices are being followed.
👉 Nissin Foods needs to perform dozens of daily checks across production lines to maintain strict food quality and safety standards. It leveraged GoAudits to digitize its GMP audits, enabling quick, mobile app-based audits, instant report sharing, and logging corrective actions during inspections. Real-time reporting allows supervisors to review audits immediately and respond faster to issues such as product integrity checks.
As a result, inspection efficiency improved significantly, helping the team achieve over 96% completion rates for GMP audits while keeping all quality data easily accessible.
By Context: Manufacturing vs Industrial Visual Inspection
The scope of visual inspection may differ depending on whether the focus is on products or industrial assets.
Manufacturing visual inspections focus on materials, work-in-progress (WIP), assemblies, and finished products within the production process.
Industrial visual inspections focus on equipment, infrastructure, and industrial assets, such as machinery, pipelines, and facility structures, to support maintenance and safety programs.
By Visual Inspection Methods
Visual inspections can be performed using different techniques depending on accessibility, complexity, and technological requirements.
- Direct Visual Inspection (DVI): Inspection performed directly by the human eye, sometimes assisted by tools like magnifiers or lighting.
- Remote Visual Inspection (RVI): It is used when the inspection area is difficult to access. Tools such as borescopes, cameras, or robotic devices allow inspectors to view hidden or confined areas.
- Automated Visual Inspection (AVI): It uses machine vision systems and cameras to automatically detect defects and verify product characteristics during production.
By Who Performs the Visual Inspection
Finally, visual inspections can be categorized based on who performs the inspection.
Internal visual inspections are conducted by in-house personnel, such as operators, quality inspectors, or quality engineers.
External visual inspections are performed by third-party inspectors, auditors, or customer representatives to provide independent verification of product quality.
Visual Inspection Procedure: A Step-By-Step Guide
A structured inspection procedure ensures that inspections are consistent, repeatable, and aligned with quality standards. By following a clear process, manufacturers can detect defects early, maintain traceability, and continuously improve production quality.
1. Define Inspection Requirements
Start by establishing the inspection framework and acceptance criteria. This typically includes customer specifications, internal quality standards, applicable regulatory or ISO documentation requirements, and inspection scope or frequency. Clear criteria ensure inspectors evaluate every product against the same standards.
2. Prepare the Inspection Area
Create an environment that supports accurate observation. Proper lighting, clean surfaces, and organized workstations help inspectors detect subtle irregularities and avoid contamination risks.
3. Perform the Inspection Using Digital Checklists
Many manufacturers now rely on visual inspection software to guide inspectors through standardized steps with digital checklists, ensuring no critical checkpoints are missed while improving traceability and consistency across inspections.
4. Identify and Evaluate Defects
Inspectors visually examine the product or assembly and classify any non-conformities based on severity or acceptance criteria. Early identification helps prevent defective items from moving further down the production process.
5. Document Inspection Findings
All observations should be recorded in inspection logs or digital systems. Proper documentation enables traceability, simplifies manufacturing audits, and provides valuable data for quality analysis.
6. Implement Corrective and Preventive Actions
When defects are identified, teams investigate root causes and implement corrective actions. Perform regular CAPA audits using CAPA software to ensure problems are resolved and monitored to prevent recurrence.
7. Analyze Trends and Drive Improvement
Inspection data should be regularly reviewed to identify recurring issues. Techniques such as Pareto analysis of top defects help teams prioritize process improvements, reduce defect rates, and strengthen overall manufacturing quality.
Ensure Visual Quality Control & Assurance with Internal Audits
Consistent visual quality control requires structured internal audits, standardized procedures, and reliable documentation. GoAudits manufacturing inspection software is affordable and easy to use, and helps manufacturers run internal audits, perform visual quality checks, and maintain consistent inspection standards across teams and locations.
Quality teams can digitize inspection procedures, capture photo evidence, assign corrective actions, and automatically generate reports. GoAudits helps standardize visual inspection processes, reduce manual admin work, and gain real-time visibility into quality performance across production lines.

- Access a library of pre-built manufacturing audit templates or create your own inspection checklists to ensure every visual inspection follows the same quality criteria and process steps.
- Conduct visual inspections directly from a smartphone or tablet, even offline, while capturing photos, notes, timestamps, and signatures during the inspection.
- Automatically generate visual inspection reports as soon as an inspection is completed, including photos, scores, timestamps, and assigned actions.
- Assign issues to specific team members with priorities and deadlines, track progress, and ensure problems identified during inspections are resolved.
- Configure automated approvals, notifications, and report distribution so the right people receive audit findings and action requests immediately.
- Monitor manufacturing inspection scores, recurring defects, and performance trends across locations, lines, or teams through centralized dashboards and detailed reports.
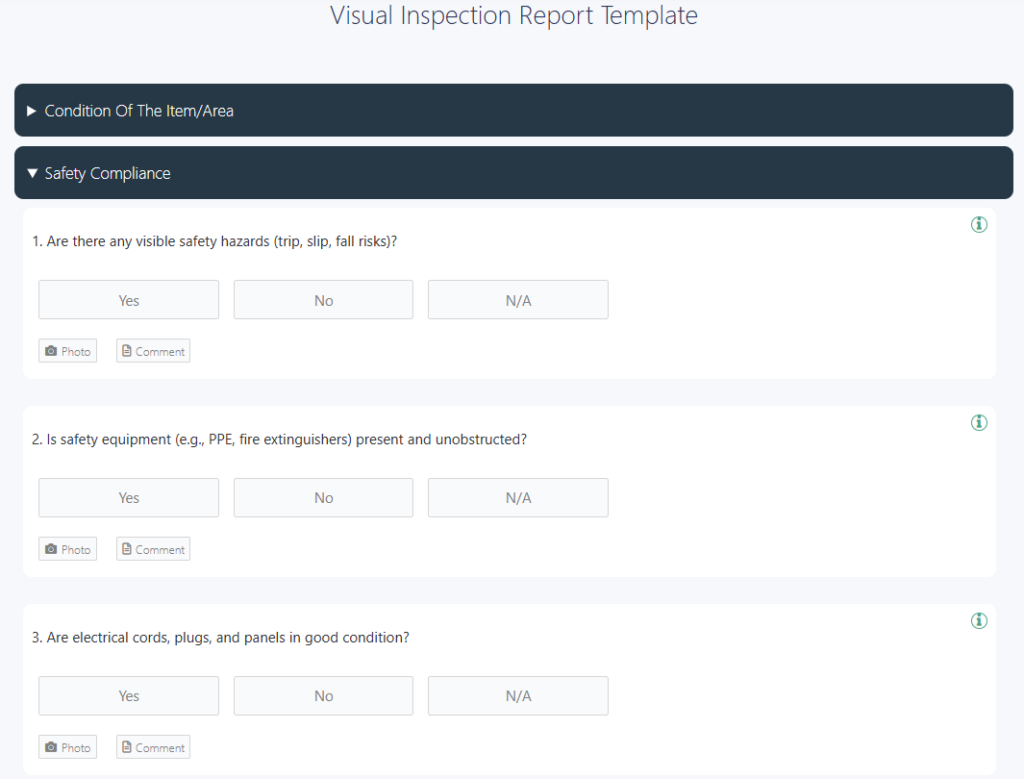
Free Visual Inspection SOP Templates
In addition to this visual inspection report template, GoAudits offers a wide library of customizable checklists. You can sign up for free and start using these checklists, or you can even digitize your current manufacturing SOPs and quality control SOPs.
- Production Quality Control Checklist for Manufacturing
- Manufacturing Safety Audit Checklist
- Manufacturing Quality Control Checklist
- Equipment Validation Template
- Welding Risk Checklist – OSHA
- OSHA Welding, Cutting, and Brazing Checklist
- Electrical Safety Inspection Checklist
- PCB Visual Inspection Checklist
- Electrical Visual Inspection Checklist
- Welding Visual Inspection Checklist

Visual Inspections: Common Challenges & How to Overcome Them
Even with structured procedures, visual inspection in manufacturing has practical limitations. Human factors, environmental conditions, and process gaps can all affect inspection accuracy. Recognizing these challenges and implementing controls helps maintain reliable visual quality.
Inspector Fatigue and Inspection Drift
Visual inspection requires sustained concentration. Over long shifts or high inspection volumes, fatigue can reduce attention and increase the chance of missed defects.
Control measures:
- Rotate inspectors or schedule micro-breaks
- Limit continuous inspection time
- Conduct periodic calibration or challenge checks with known samples
Inconsistent Criteria Between Shifts or Sites
Without standardized visual criteria, inspectors may interpret defects differently. This leads to inconsistent results across teams, production shifts, or facilities.
Control measures:
- Provide structured inspector training
- Use boundary samples that show acceptable vs. unacceptable conditions
- Standardize inspection guides and visual references
Poor Lighting and Rushed Takt Time
Lighting quality and inspection speed directly affect defect detection. Inadequate illumination or overly fast production cycles can make small defects difficult to see.
Control measures:
- Use controlled lighting conditions
- Design ergonomic inspection stations
- Align inspection tasks with realistic cycle times
Weak Documentation and Lack of Traceability
If inspection results are poorly recorded, it becomes difficult to trace defects, analyze patterns, or support audits. Incomplete records also weaken process improvement efforts.
Control measures:
- Implement standardized inspection records
- Capture photos or digital evidence when possible
- Maintain traceable inspection logs
False Rejects vs. Escape Defects
A common inspection dilemma is balancing over-rejection and missed defects. Excessive false rejects increase rework costs, while escape defects can reach customers and damage product reliability.
Control measures:
- Establish clear defect classification rules
- Use second-person verification for critical defects
- Continuously refine inspection criteria using defect data
How to Improve Visual Inspections and Quality Control?
Improving visual inspection requires standardization, training, controlled conditions, and data-driven improvement. The following practices help manufacturers increase inspection consistency and reduce missed defects.
Standardize the Visual Inspection Procedure
Start by defining a clear inspection workflow. Establish scope (incoming, in-process, or final), inspection frequency, sampling plans, and acceptance rules. Converting procedures into digital checklists ensures inspectors follow the same steps every time and capture required evidence. Standardized procedures improve consistency and reduce missed steps during inspections.
Create a Defect Catalog and ‘Golden Sample’ References
Clear visual standards reduce subjective decisions. Build a defect catalog with photos and definitions, explaining what different defect types look like and how they should be classified. Using reference samples helps inspectors align on acceptable versus unacceptable conditions.
Reduce Variation with Training and Calibration
Inspection accuracy improves when inspectors are trained on specific products or workstations rather than generic procedures. Regular calibration exercises, where teams inspect the same samples and compare decisions, help maintain consistent judgment across shifts and teams. Ongoing training also ensures inspectors understand defect criteria and inspection procedures.
Improve Inspection Conditions and Tools
Environmental conditions significantly affect defect visibility. Consistent lighting, proper viewing angles, and controlled backgrounds help inspectors detect subtle defects more reliably. Well-designed inspection stations and basic visual aids such as magnifiers or gauges further improve inspection accuracy.
Make Quality Findings Actionable
Inspection results should trigger action, and not just documentation. Record defect codes, locations, severity levels, and photo evidence, then assign responsibility for containment, rework, or corrective actions. Detailed records also improve traceability and support root-cause analysis.
Use Pareto Analysis to Focus on the Biggest Problems
Inspection data becomes far more valuable when analyzed regularly. Pareto analysis helps identify the most frequent defect types or problem areas, allowing teams to focus training, process improvements, and inspection attention on the issues that drive most quality problems.
Conduct Layered Process Audits
Routine visual inspections should be supported by layered process audits (LPAs). These audits confirm that inspection procedures, quality controls, and defect standards are being followed consistently, especially after process changes, maintenance, or new operator onboarding.
FAQs
Visual inspections are used to check surface finish, assembly accuracy, labeling, packaging condition, and equipment condition. They help identify visible defects such as cracks, corrosion, scratches, or misaligned components before products move to the next production stage.
For small and mid-sized factories, the best systems combine standardized inspection procedures with digital checklists and photo evidence capture. Simple mobile-based inspection tools like GoAudits are often preferred because they improve consistency, traceability, and reporting without requiring complex automation infrastructure.
Typical defects include scratches, dents, cracks, corrosion, burrs, and misalignment. For example, a burr is a rough edge left after machining, while scratches or dents may occur due to handling or material processing issues.
Acceptance criteria are defined using product specifications, drawings, and visual standards. Manufacturers often set limits for defect size, location, or severity, supported by reference photos or master samples to ensure consistent pass/fail decisions.
No. Visual inspection mainly identifies surface-level or visible irregularities. Hidden internal defects or microscopic flaws usually require additional inspection methods such as ultrasonic testing, X-ray inspection, or other non-destructive testing techniques.
Using tools like the GoAudits inspection app allows inspectors to capture defect details, photos, timestamps, and digital reports. This creates a clear audit trail and helps organizations track issues, verify corrective actions, and maintain compliance records.


