- Library ›
- Manufacturing ›
- ISO 22716 Audit Checklist
ISO 22716 Audit Checklist
Organisation And Responsibilities
Personnel Hygiene And Health
Training
Premises
Equipment
Raw Materials And Packaging Materials
Production
Finished Products
Quality Control Laboratory
Treatment Of Product That Is Out Of Specification
Waste
Subcontracting
Complaints And Recalls
Change Control
Internal Audit
Documentation
Checklist by GoAudits.com – Please note that this checklist is intended as an example. We do not guarantee compliance with the laws applicable to your territory or industry. You should seek professional advice to determine how this checklist should be adapted to your workplace or jurisdiction.
Is this sample what you are looking for?
Sign up to use & customize this template, or create your own custom checklist.
NEW! Try generating a custom checklist with our free AI tool:
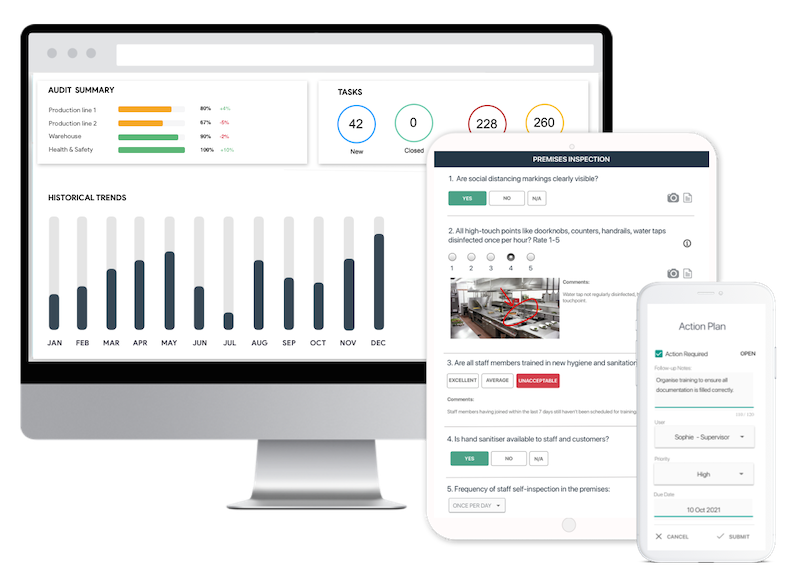
Easy inspection app for your digital checklists
- Conduct inspections anytime, anywhere - even offline
- Capture photos as proof of compliance or areas needing attention
- Instantly generate and share detailed reports after the inspections
- Assign & track follow-up tasks, view historical trends on a centralized dashboard